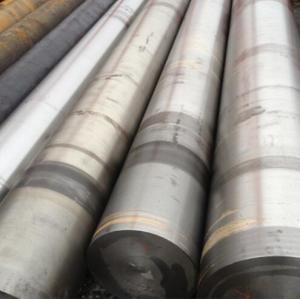
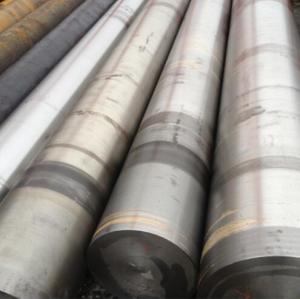
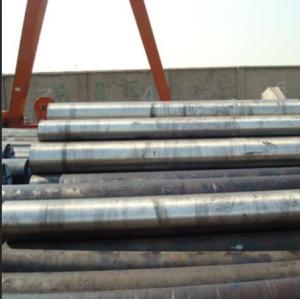
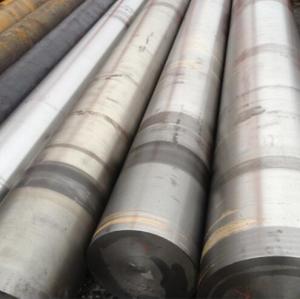
Barra de acero forjado en caliente DIN 1.2436 D6 SKD2
- modelo
- 1.2436
propiedad
- Diámetro
- 200-550mm
- Condición de la superficie
- Negro, molido, pelado
- Condición de entrega
- Forjado en caliente + recocido
Evaluacion
Descripción
Introducción:
El acero para herramientas DIN1.2436 es un acero para herramientas con alto contenido de carbono y alto cromo aleado con tungsteno que se caracteriza por su alta resistencia a la compresión, alta resistencia al desgaste, alta dureza de la superficie y buena estabilidad de endurecimiento.
Aplicaciones:
Las aplicaciones típicas para el acero para herramientas DIN1.2436 incluyen herramientas de corte y corte, herramientas de dibujo, troqueles de dibujo, mandriles, herramientas de prensa, herramientas de formación y hojas de corte. El acero para herramientas DIN1.2436 es adecuado para aplicaciones donde se requiere la máxima resistencia al desgaste.
Composición química:
Grado | do | Minnesota | PAG | S | Si | Cr | W |
1.2436 | 2.00-2.30 | Max 0.60 | 0.030 max | 0.030 max | Max 0.60 | 11.00- | 0.60- |
Condición de entrega:
Grado similar: DIN1.2436, D6, SKD2
Forma:Redondo, plano, cuadrado.
Rango de tamaño: Dia60-500mm
Condición de fabricación de acero: EF, EF / EAF + LF + VD, EF / EAF + ESR
Condición de entrega:
Recocido, templado + templado
Condición de la superficie:
Negro, molido, pelado, en bruto, pulido
Tratamiento térmico:
FORJA:Calentar el acero para herramientas DIN1.2436 de manera lenta y uniforme a 700 ° C y luego más rápidamente a 900-1050 ° C. Después de forjar se enfría lentamente, preferiblemente en un horno.
RECOCIDO:El acero para herramientas DIN1.2436 se suministra en condiciones de recocido y maquinado. El recocido solo será necesario si el fabricante de herramientas ha forjado o endurecido el acero para herramientas. Para recocer el calor a 800-840 ° C y reducir la velocidad de enfriamiento del horno. La dureza después del recocido será de aproximadamente 225 brinell.
ALIVIAR EL ESTRÉS: Si las operaciones de mecanizado han sido pesadas o si la herramienta tiene una sección desequilibrada, elimine las tensiones antes del endurecimiento calentando hasta 650-700 ° C, ecualice y luego enfríe lentamente.
ENDURECIMIENTO: Precaliente lentamente a 750-800 ° C y remoje bien. Continúe calentando a la temperatura de endurecimiento final de 950-980 ° C y deje que el componente se caliente. Enfriar en aire o en aceite. D6 es adecuado para el endurecimiento al vacío (gas de alta velocidad).
TEMPERATURA:Para templar el calor de manera uniforme y completa a la temperatura de revenido seleccionada y mantener durante al menos una hora por cada 25 mm de espesor total. El templado doble debe realizarse con enfriamiento intermedio a temperatura ambiente.